いまさら聞けない基礎用語【サ】#042 座グリ加工
公開日時:2025/02/26
みなさん、こんにちは。基礎用語、案内役のあるるです。
今回注目する基礎用語は、コチラ!
↓↓↓
今月の基礎用語:サ #042
座グリ加工
(Counterboring)
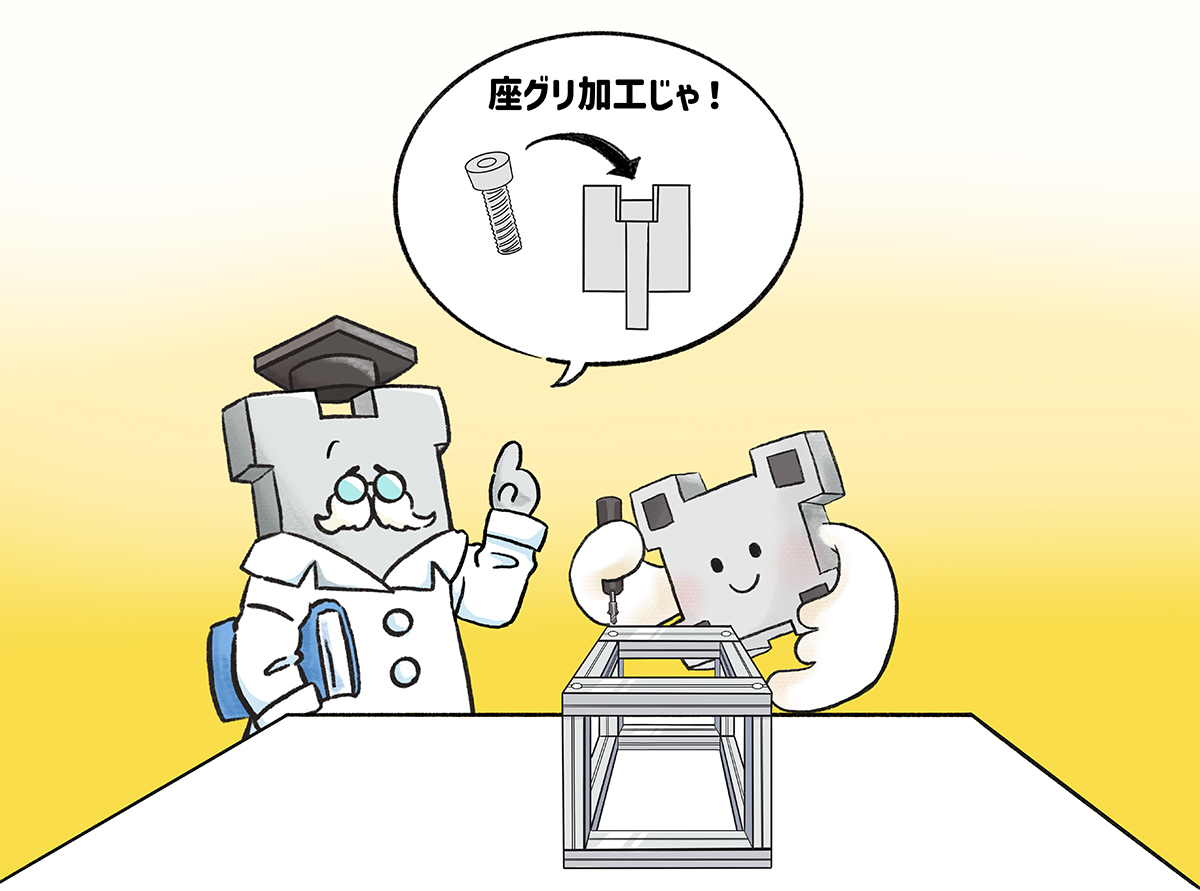
博士「おや、あるる、何を熱心に作っているんじゃ?」
あるる「あ、博士。アルミフレームで棚を作ってるんです。おじいちゃんが小さな棚が欲しいというので」
博士「相変わらず仲良しじゃのう。綺麗にできているではないか」
あるる「ありがとうございます! このアルミフレームの組み立てキット、穴にネジを入れれば良いだけで簡単なんです。パズルみたいで楽しいです!」
博士「パズルとはあるるらしい発想じゃ。ブラケットで固定するのも簡単じゃが、座グリ加工で組み上げると見た目が綺麗じゃな」
あるる「ん? 何グリ・・・ですか?」
博士「座グリじゃ、座グリ加工。以前教えたではないか」
あるる「えーーーっと(目が泳ぐ) そ、そうでしたっけ?」
博士「まったくあるるときたら(笑)・・・よし! 今日は座グリ加工について、しっかり復習してもらうぞ!」
アルファフレームを接続する場合、通常はブラケットを使用しますが、一方のフレームを座グリ加工し、他方の端面にタップ加工を施して接続する方法があります。
端面のタップ加工
端面のタップ加工は、フレーム断面にタップ下穴寸法の通し穴があり、その穴にねじ切り加工していきます。
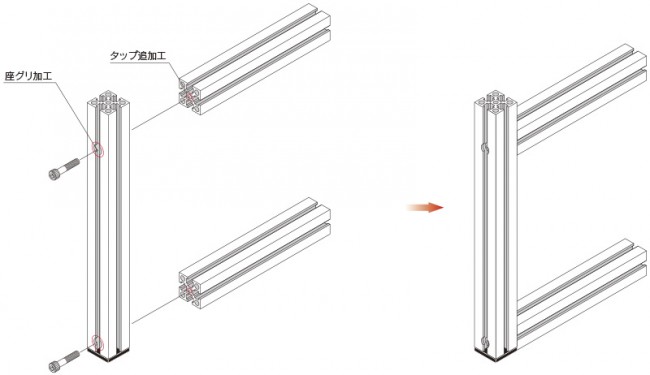
端面のタップ加工
側面の座グリ加工
一方、側面の座グリ加工は、フレームに対して適切な深さで加工しないと有効な締結が出来ません。
例えば、ボルト座面に十分な接触面積が得られない場合は、その座面に陥没が起こりボルトの緩みにつながります。(図1参照)
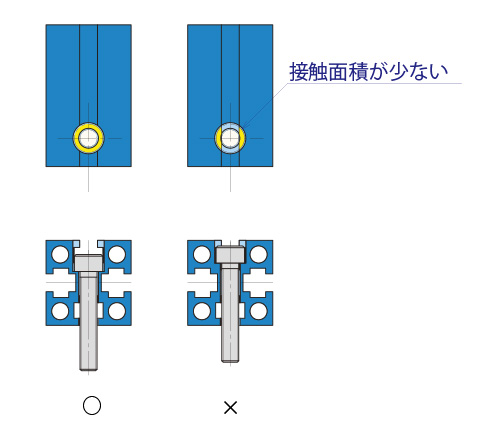
図1
また、中空部を貫通してボルトを通すと、フレームに潰れが発生することで、やはりボルトの緩みが発生します。
(図2参照)
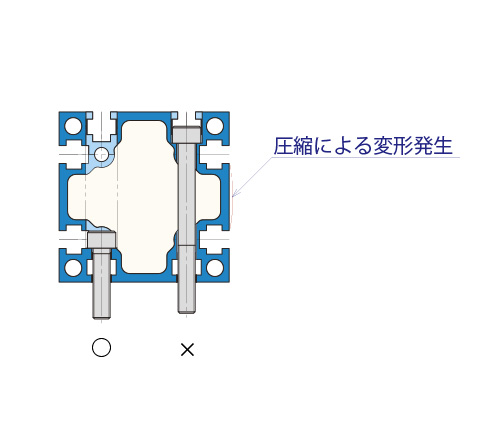
図2
NICの座グリ基準
このような事態を防ぐために、NICでは“標準座グリ基準“を設定しております。

標準座グリ基準
部材によっては、ボルト本来の規定トルクで締め付けした場合にフレームの変形を招くものがあります。
このような場合は、トルク制限をして締め付けることで使用可能です。
しかし、一部の薄肉フレームでは、座グリによる締結が適しないものもあります。
それらをテクニカルデータとして総合カタログに掲載しておりますので、ご確認の上で加工及び組付けを実施してください。
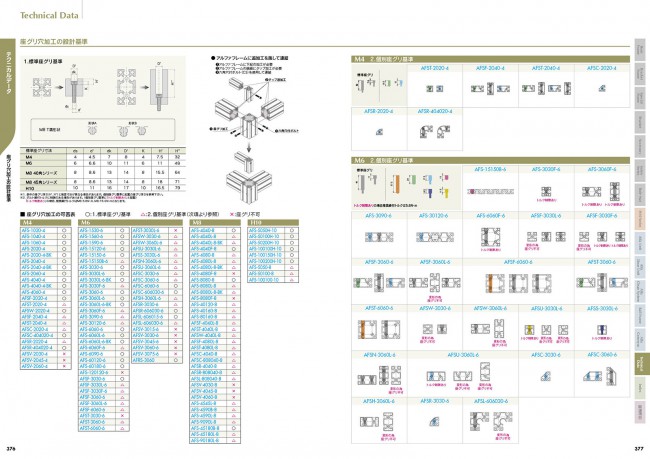
座グリ穴加工の設計基準 1
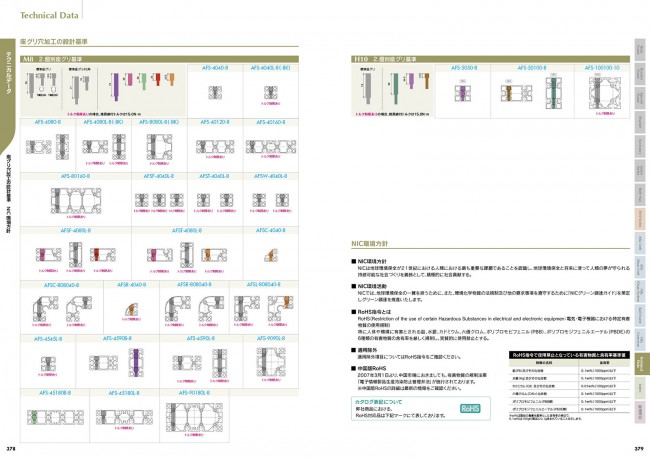
座グリ穴加工の設計基準 2
また、ホームページの「各種資料」内にテクニカルデータを掲載しており、
「座グリ穴加工設計基準」のPDFデータは以下URLよりご覧いただけます。
https://www.nic-inc.co.jp/document/pdf_product/pdf/catalog_technical_10.pdf
博士「どうじゃ、あるる。座グリ加工について思い出したかの?」
あるる「はいっ!! ただ穴を開けるだけではなく、潰れたり変形したりしないよう、細心の注意をはらって加工しているんですね」
博士「そうなんじゃ。全ては使う人のためじゃ。長く、安心して、そして美しく使っていただけるように、技術の力で支えておるんじゃよ」
あるる「素晴らしすぎる! それはもう、技術ではなく、愛、愛ですね!」
博士「ふぉっふぉっふぉっ、あるるも大袈裟じゃのぅ(笑) でも、あながち間違ってはおらんな」
あるる「はいっ!! おじいちゃんに喜んでもらえるよう、心を込めて仕上げます! そしてこの座グリ加工がどんな意味があるのか、熱く伝えます!」
あるる「じゃ、忙しんでこの辺で。博士、ありがとうございました!」
博士「お、おう・・・」
あるる「ふふん♪ ふふふん♪ 座グリグリグリ〜〜♪ 座グリは大事〜〜〜♪♪♪」
博士「ずいぶんとご機嫌じゃが、本当にわかってくれたのじゃろうか?」