いまさら聞けない基礎用語!【オ】#012 押出し成形
公開日時:2022/08/31
押出し成形(extrusion)
みなさん、こんにちは。基礎用語、案内役のあるるです。
今回注目する基礎用語は、コチラ!
↓↓↓
今月の基礎用語:オ #012
押出し成形(extrusion)
博士「おーい、あるる。ちょっとこっちへ来て、手伝っておくれ〜」
あるる「はーい、どうしたんですか? あっ! ところてん!?!」
博士「そうじゃ。なんだか急に食べたくなってのぅ。さぁ、こっちへきて、器を持ってておくれ」
あるる「よろこんで」
博士「いくぞ〜」
あるる「わ〜、出てきました! たのし〜い \(^o^)/♪♪」
博士「さぁ、この黒蜜をかけて、出来立てを召し上がれ♪」
あるる「ありがとうございます! いただきます! 冷たくて甘くて、おいしーーーーっ\(^o^)/」
博士「ふぉっふぉっふぉっ、それはよかった。ところであるる、ところてんといえば・・・?! 何か思い出すものはないの?」」
あるる「あっ! おいし〜ではなく、押し出し〜、ですね!」
博士「正解!今日は冴えているのぅ」
あるる「はいっ! おいしいものを食べると頭の回転もよくなるんです(キリッ!)」
博士「さすがあるるじゃ。では、それを食べ終えたら、「押出し成形」について復習しようではないか」
あるる「はいっ!!」

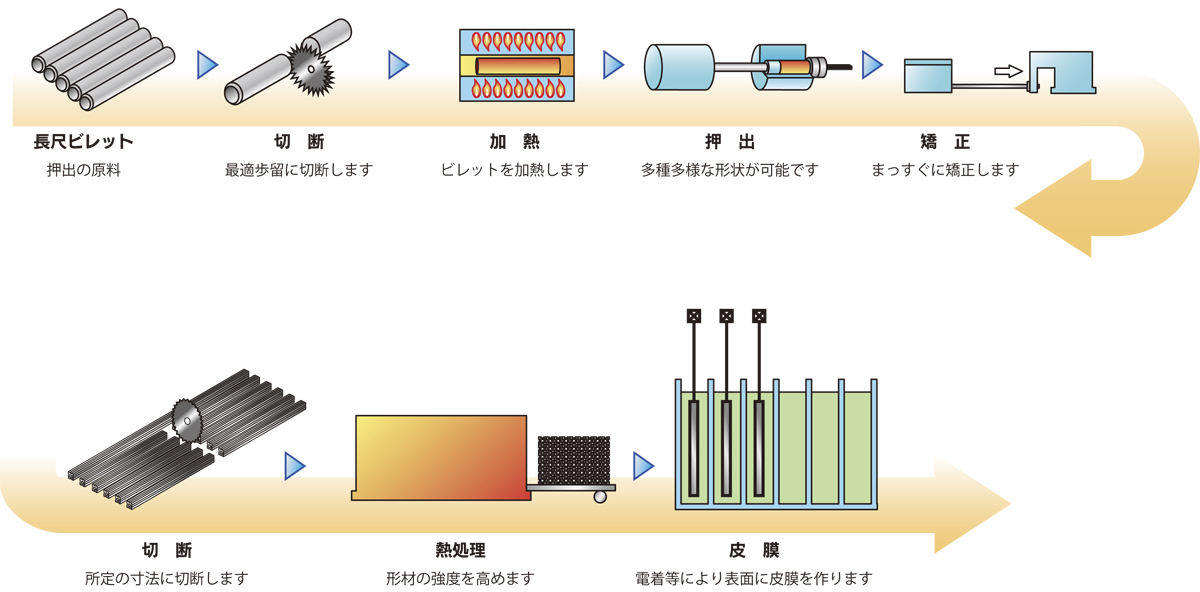
アルミニウム合金押出し形材ができるまで
押出成形は1度の押出しで複雑な形を作る事ができる便利な加工法ですが、硬い材料には適しません。
加工性の良いアルミニウムは大変押出しに適した材料です。
また、ダイス(金型)から長尺品が出てくる加工法として、「押出し」と「引抜き」があります。
押出しは加熱した材料をところてん式にプレスで押し出す工法で、引抜は常温の材料をダイスに通して引き抜くものです。
以下では一般に建材や機械構造用部材で使用されているアルミニウム合金押出し形材の製造プロセスについて説明いたします。
【1】ビレット鋳造
原料であるアルミニウム地金を溶解し、各種添加金属を加えたものを円柱状に鋳造します。
押出しの材料となるこの円柱状のアルミニウムを「ビレット」と呼んでいます。

うどんやピザも最初に原料を練り込んで大きな団子状の塊を作りますが、言ってみればその状態ですね
 うどん粉をこね伸ばして、大きな団子状の塊を作り・・・
うどん粉をこね伸ばして、大きな団子状の塊を作り・・・
 好みの太さに切ってゆでれば、うどんの出来上がり♪
好みの太さに切ってゆでれば、うどんの出来上がり♪
【2】押出し
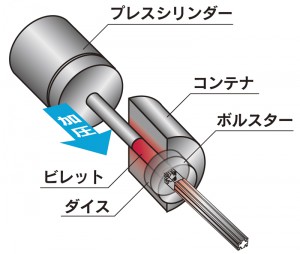
約500℃に加熱したビレットをコンテナと呼ばれる筒の中に入れます。このコンテナの前側にはダイス(金型)があり、後ろからプレスで押します。
「ところてん」で例えると、コンテナが材料を入れる箱、ダイスが箱の先端の格子、プレスが突き棒に当たります。
 アルミニウムの押し出し
アルミニウムの押し出し
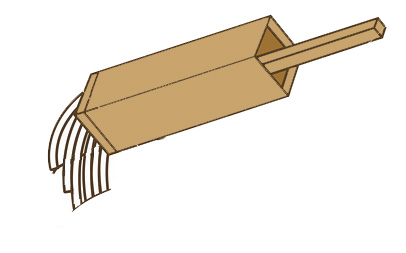 「ところてん」に例えるとイメージしやすい
「ところてん」に例えるとイメージしやすい
ところてんと異なるのは、押出し形材には中空パイプ状のものがあります。
これはダイスの中で3次元的(立体的)に材料が流れて出口側でつながっていく事で成形されています。
ダイスから出た形材は30~50m程度の1本の棒になります。ファンにより冷却されるのですが形状の違いで一様に冷えないため、必ず歪や反りが生じます。これをストレッチャーと呼ばれる装置で両側を掴み、引っ張って矯正します。
引っ張りが足りなければ歪が残り、引っ張り過ぎると形材が細くなってしまいます。
この後、所定の寸法(通常、3~6m程度)に切断し、強度を高めるためにテンパー炉に入れて加熱し、熱処理を行います。
ピザも材料をこねて、成形して、焼きますが、アルミニウム押出し形材も似たような手順ですね。
アルミニウム押し出しとピザの共通点?!
【3】皮膜
アルミニウムは自然の状態でも薄い酸化皮膜に覆われますが、耐食性をさらに高め、装飾性や耐摩耗性も向上させるために陽極酸化皮膜処理(アルマイト)を行います。
その後に、封孔処理または電界着色のいずれかを行います。
陽極酸化皮膜処理を行った被膜表面は多孔質(目に見えない小さな孔が沢山開いている)になっています。
封孔処理とは、この孔を埋めて耐食性を向上させるものです。
電界着色とは、この孔に無機物を析出させて着色する方法です。
さらにこの上に電着塗装を施し、耐候性と意匠性を高めます。
この電着塗装はアクリル樹脂ですが、封孔処理品に比較して部品を取り付けたときの静摩擦係数が高くなるというメリットも出ます。
クリックすると大きな画像が開きます
このように押出し成形とはアルミニウムの特性と相性が良く、他の加工法だと大変コストがかかる複雑な形状の長尺品を、容易に作ることが可能な合理的な製造方法です。
博士「あるるよ、押出し成形について、上手にまとめられたではないか」
あるる「ありがとうございます! これぞ“ところてんパワー”ですね♪」
博士「ふぉっふぉっふぉっ。食いしん坊のあるるらしいのぅ。ご褒美じゃ。さぁ、お代わりはいかがかの?」
あるる「はいっ!! いただきますっ!! では、2杯目は酸っぱい味で・・・♪」
博士「さすがあるるじゃ。ところてんを味わい尽くしておるなぁ。」
