【今月のまめ知識 第94回】 ライン生産とセル生産
公開日時:2021/01/27
とあるのんきな昼下がり・・・
あるる「うんしょ。よいしょ・・・」
博士「あるる、何を一生懸命やっておる? こんなにお店を広げて・・・」
あるる「あ、博士。昨日頼まれた資料を作ってるんですよー。ほら、来週の授業に使うって言ってたヤツ」
博士「おお、早速やってくれているのか、えらいぞ、あるる」
あるる「はいっ! 枚数があるので、ページごとに一列に順番に並べて、こうやって一枚ずつ重ねていって・・・」
博士「ふむふむ・・・」
あるる「最後に揃えて、ホチキスパチリ! ね。効率いいでしょう。考えたんです!(はぁはぁ)」
博士「ほぅ、よく考えたのぅ。それにしても、息が上がっておるが・・・。汗だくではないか」
あるる「はい! もう何往復もしてますから! 資料作りも体力がいりますね。いい運動になります!」
博士「ふぉっふぉっふぉっ、あるるはいつも前向きで良いのぅ〜。でもな、これじゃまるで一人屋台の『セル生産』じゃな。」
あるる「『へい、いらっしゃい!』・・って、いくら食いしん坊だからって、屋台のラーメンは作ってませんよ!」
博士「すまん、すまん。でもな、あるるよ。ページ数が多いなら人を増やして『ライン生産』にするのがよいぞ」
あるる「えっ? だってそれじゃあ「3密」になっちゃうから、一人で頑張ってるんですけど?!」
博士「そうか! そこまで配慮して・・・あるるは良い子じゃのぅ」
あるる「えへへ、それほどでも(照れ)」
博士「ならば、あるるよ、こんなに動かずにすむし、もっと楽に作業ができる一人作業向きの『セル生産方式』があるぞ。」
あるる「ええっ?! ほ、ホントですか?!?!」
博士「・・・知りたいかの?」
あるる「もちろんです!! つか、それ、昨日教えてくださいよーーーっ!!!」
生産様式の歴史
今回は「ライン生産方式」と「セル生産方式」について考えてみたいと思います。
まずは工業における生産様式の歴史をたどってみましょう。
産業革命前は、
1)家内制手工業
家内で手作業にて生産する
生産者(その家族)が生産に必要な資本を直接所有している
2)問屋制手工業
問屋が原材料を支給し、道具を貸し出して出来上がった商品を買い取る
3)工場制手工業(manufacture)
資本家が労働者を一ヶ所に集め、手作業にて分業に基づく協業によって生産する
この集めた場所を「工場」という
そして18世紀後半に産業革命が起こり、
4)工場制機械工業
手作業ではなく、動力で動く機械により工場での生産となる
19世紀後半には部品の共通化(初期のオープン・アーキテクチャ)により、部品メーカーの規模が拡大しましたが、
組立は寄せ集め式で、物を固定して人が群がって作業していました。
そして20世紀初頭、フォードがライン生産を開始。
T型フォードの組立において物(自動車)をベルトコンベアで動かし、人を固定しました。
組立はこのライン化により効率化され、部品は専用工作機械で安定した精度で大量に生産されるようになりました。
ところが、以下のような問題が発生!
- モデルチェンジや多様化に対する柔軟性は低い
- 生産計画主体(プッシュ型生産)なので在庫が大量に発生
- 労働者も単能化して熟練工の流出
しかし、ライン生産であってもリーン生産(トヨタ生産方式)では、在庫は少なく(プル型生産)、多品種生産が可能で作業者も多能工となります。フォード生産方式が「量」を求めたのに対しリーン生産方式は「質」を求めたものだといえるでしょう。
これについては書籍、Web等が多数ありますので、興味のある方は調べてみてください。
生産方式の特徴
ライン生産は自動車のように、ある程度の生産量が長期間ある場合に適しています。
そして時代が進み、生活必需品の普及が進むと、次に製品の種類が増えていきました。
多品種少量生産が必要になってきたわけです。
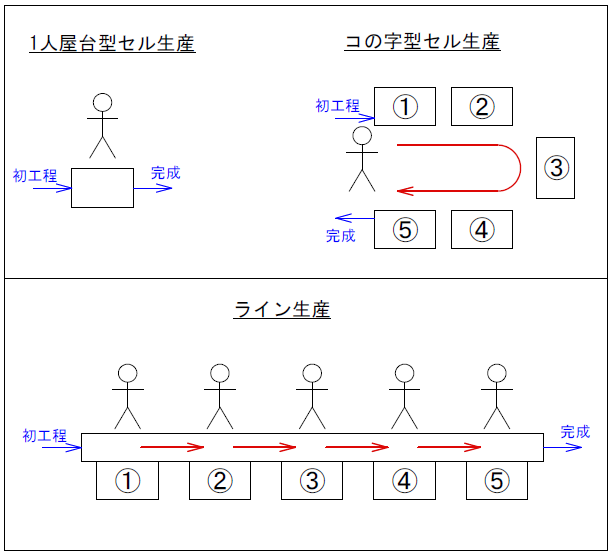
そうなるとライン生産では対応が難しく、一人または少人数で製品を完成させるセル生産が増えてきました。
作業者を囲むように作業台を“コ”の字型に配置した形が細胞(cell)のようであることから「セル生産方式」と呼ばれます。
また、作業台を“屋台”と呼び、「屋台生産方式」という事もあります。
セル生産方式とライン生産方式の違い
それぞれの生産方式の主な特徴は以下になります。
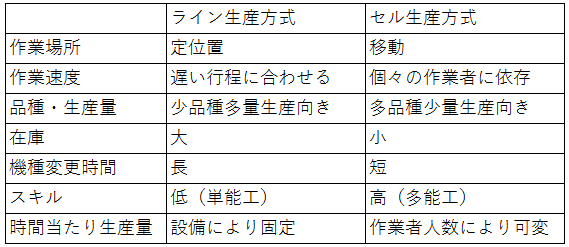
このように製品の品種や生産量の変動、生産期間などにより適する生産方式が異なります。
大ぐくりで言うと生産面において
- ライン生産は長期にわたる大量生産に向いている。
- セル生産は量や品種に対する柔軟性がある。
作業員の面において
- ライン生産は比較的低スキルで良いが作業員が長続きしなくとも新人投入容易。
- セル生産は高スキルが必要、個人のモチベーションが高まる。
ライン生産では、製品の量と種類に関するリスクが大きく、段取り替えによりライン停止がありますが、セル生産では複数の製品を別々のセルで生産できるため、柔軟な生産ができる反面、作業者のスキルにより品質の安定がリスクとなり、教育訓練、マニュアルの整備、検査が必要で、雇用の定着も重要となります。
未来型の生産方式と課題
しかしながら、日本では労働人口が減少していく中で、セル生産を拡充していくことはなかなか難しい面もあります。
ではロボットを利用すればよいのか?という事になりますが、ロボットは同じ動作の繰り返しが得意なわけであり、ライン生産向きです。
もちろんロボットも多能工化の方向ヘは進んでいきます。
ロボットセルをライン型に並べて労働力不足への対応や、プログラムと治具の段取り替えにより多品種少量生産への対応は可能ですが、生産量の変動対応は難しいところです。
従来のライン生産やセル生産が適合するところは、その延長線上でのロボット化です。
ライン生産であればその大量生産のスピードを保ちながら多品種を生産することが出来る、「ダイナミックセル生産方式」があります。
これはラインを流れてくる製品に取り付けられたICタグ等から情報を読み取り、その指示に従ってロボットが作業をするという方式です。
ここまではどの方式も作業順序が決まっていて、その順番で工程を進める「フローショップ型」です。
これに対して作業の機能別(加工、洗浄、検査、組立など)に集合させ、それぞれが接続されていない形態を「ジョブショップ型」と言います。
これは行程の順序は一定ではなく、製品ごとに変えるもので、個別生産や受注生産に向きますが、工程管理が難しくリードタイムも長くなり、生産性を上げることが難しいものです。
しかしながら、今後はデジタル化・情報通信技術の進歩によりロボットとAGV(無人搬送車)を使用したジョブショップ型が、柔軟性と生産性の両立を実現するでしょう。
ライン生産型、セル生産型、ジョブショップ型とある中で、対象製品に適合する生産方式を選ぶわけですが、どの方式でも産業用ロボットや協働ロボットを使用したロボットセルを配置しデジタル技術によって、より高度なFA(ファクトリーオートメーション)を実現していくことが重要になってきます。
博士「どうじゃあるる、わかったかの?」
あるる「はいっ!! コの字型セル生産、めっちゃ良さそうです。机をこうして、こうやって・・・」
(ガタガタ・・・←机を動かす)
博士「おお、さすがの行動力じゃ・・・」
あるる「できたー\(^o^)/ “コの字型”! わー、なんだかコックピットみたいでカッコいい!」
博士「おお、コックピットか。いい表現じゃ」
あるる「自分がこの中でクルッと動けばいいんですね。おお、効率いい〜。楽しい〜っ!クルッと、クルッと、クルクルッっと♪」
博士「あるるよ、セル生産でバリバリ働いてくれるのは良いのじゃが・・・」
あるる「・・・博士ぇ・・・クルクル回り過ぎて、目が回ってきました・・・」
博士「それみたことか。もう、あるるらしいのぅ」