【今月のまめ知識 第18回】 座グリ加工 深さに関して
公開日時:2014/09/18
あるる「あれ? あれれ? やっぱり違うぞ・・・??!」
博士「こんなに散らかして、あるるは一体、何をやっているんじゃ?
おや? それは夏休みの宿題とやらの、自慢のフォトフレームではないのかい?」
あるる「えへ。そうなんですけど・・・あのときは夢中で作っちゃったんですが、
どうやってつないだのか、ちょっと気になっちゃって」
博士「ほぅ、探求熱心なのはよいことじゃが・・・。自分で穴をあけて繋げたんじゃなかったのかい?」
あるる「実は・・・ 工作キットがセールで半額!ってなってたんで、ついそれを買って・・・」
博士「なんじゃ、そうだったのか(笑) で、さっきは何をブツブツ言っておったたんじゃ?」
あるる「あ、穴なんです。こことここ、ほら、穴のカタチが違うでしょ?
なんでなのかなーって、不思議に思っていたところなんですよ」
博士「おお、あるる、実に良いところに気がついたものじゃ」
あるる「でしょ、でしょ〜♪」
博士「すぐ調子にのる!(コラ)」
博士「よいか、あるる。こっちの穴が“タップ加工”で、そっちの穴は“座グリ加工”じゃ」
あるる「ざぐり?? 変な名前ぇ(笑) 焼きぐりとかはまぐりの親戚ですか?」
博士「そんなわけないじゃろ! 立派な専門用語じゃ。この、食いしん坊め」
あるる「えぇ〜、だってぇ〜・・・(博士をぐりぐり)」
博士「グリグリするのはやめなさい!(笑) では、今日は「ざくり」について学んでもらうとするかのぅ」
アルファフレームを接続する場合、通常はブラケットを使用しますが、
一方のフレームを座グリ加工し、
他方の端面にタップ加工を施して接続する方法があります。
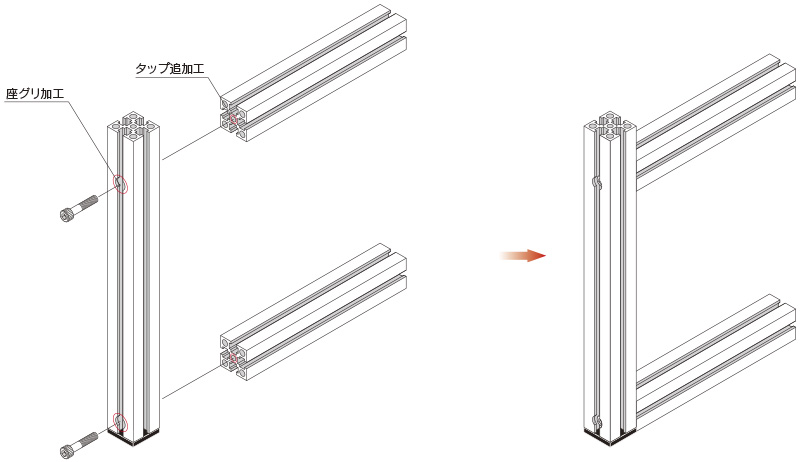
端面のタップ加工は
フレーム断面にタップ下穴寸法の通し穴があり、その穴にねじ切り加工するわけですが、
側面の座グリ加工は
フレームに対して適切な深さで加工しないと有効な締結が出来ません。
例えば、ボルト座面に十分な接触面積が得られない場合は、
その座面に陥没が起こりボルトの緩みにつながります。(図1参照)
また、中空部を貫通してボルトを通すと、フレームに潰れが発生することで
やはりボルトの緩みが発生します。(図2参照)
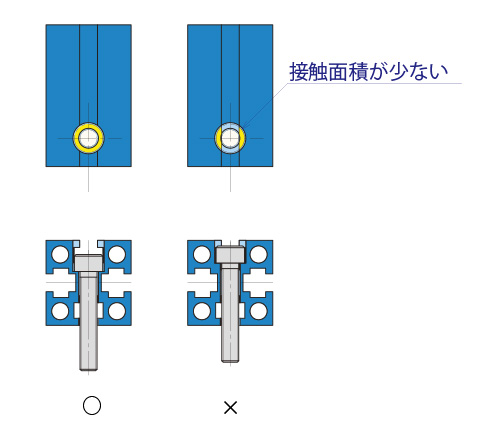
図1
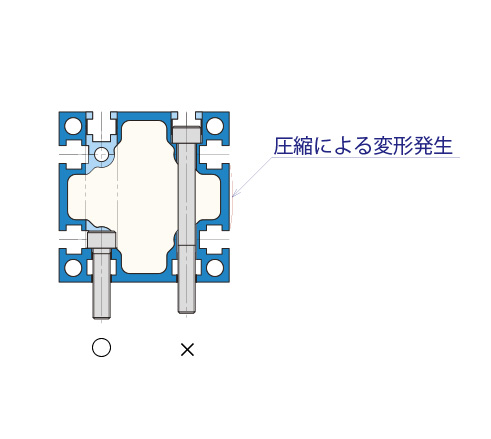
図2
このような事態を防ぐために、“標準座グリ基準“を設定しております。
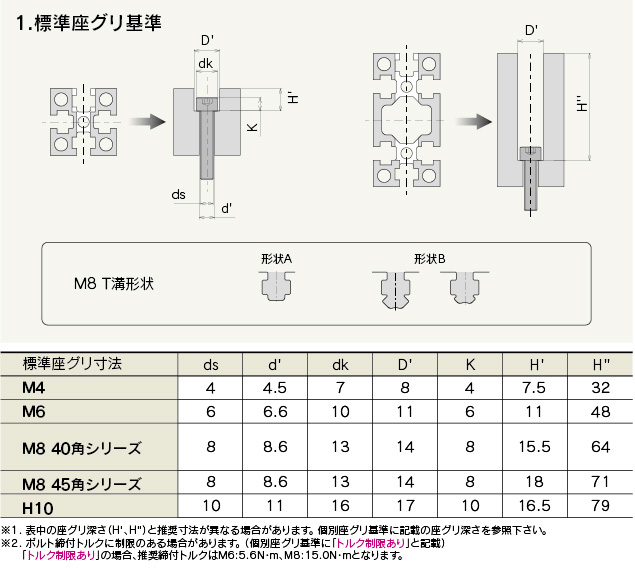
部材によっては、ボルト本来の規定トルクで締め付けした場合に
フレームの変形を招くものがあります。
このような場合は、トルク制限をして締め付けることで使用可能です。
しかし、一部の薄肉フレームでは、座グリによる締結が適しないものもあります。
それらを技術データとして総合カタログP376~P379に掲載しておりますので
こちらをご確認の上で加工及び組付けを実施してください。
![157824_14_TechnicalData_210x297_[356-379]](/data_wp/2014/09/157824_14_TechnicalData_210x297_356-379.jpg)
![157824_14_TechnicalData_210x297_[356-379]2](/data_wp/2014/09/157824_14_TechnicalData_210x297_356-3792.jpg)
あるる「はぁ〜。すごいなぁ〜。ただ単純に穴をあけてあるわけじゃないんですね・・・」
博士「どうしたあるる? ため息なんかついて」
あるる「いや、完全自作の道は遠いなぁ〜と思って(遠い目)」
博士「ものづくりの道は一歩からじゃ、あるる。気長に一緒に歩いて行こうぞ」
あるる「はいっ!博士! ついていきます!」
あるる「で、博士。その道の途中に、焼きぐりとかはまぐりは売ってますか?
できれば焼きはまぐりがいいなぁ〜」
博士「ったくお前というヤツは! でも、焼きはまぐりはわしも大好物じゃ」
あるる「じゃ、今日のご飯は焼きはまぐりで!」